Гальванотехника
ГАЛЬВАНОТЕХНИКА, получение на пов-сти изделия или основы (формы) слоев металлов из р-ров их солей под действием постоянного электрич. тока. Различают: 1) гальваностегию-нанесение на пов-сть изделия тонких, обычно до неск. десятков мкм, металлич. покрытий и 2) гальванопластику - осаждение толстых, часто достигающих неск. мм, легко отделяющихся от основы (формы) слоев металла, точно воспроизводящих рельеф основы. При прохождении тока через р-р соли положит. ионы металла, образующиеся на аноде, присоединяя электроны, образуют на катоде нейтральные атомы, металл кристаллизуется и покрывает катод сплошным слоем (см. Электрокристаллизация). Разряду ионов предшествует их миграция и диффузия в р-ре. Катодом служит покрываемое изделие или основа, анодом -обычно тот же металл, к-рый выделяется на катоде. Если применяют нерастворимые аноды, в электролит периодически добавляют соединения осаждаемого металла; при этом вместо анодного растворения происходят др. анодные р-ции, напр. выделение О2. Эффективное ср-во регулирования св-в покрытия - введение в электролит орг. добавок, к-рые, адсорбируясь на пов-сти осаждаемого металла, меняют условия его кристаллизации. Мн. металлы выделяются на катоде совместно с Н2, к-рый понижает выход металла по току и изменяет св-ва покрытий. Скорость выделения Н2 обычно регулируют добавлением в электролит буферирующих неорг. соединений. Для повышения электропроводности р-ров в них дополнительно вводят неорг. соли.
Гальваностегия. Используется для повышения коррозионной стойкости и износостойкости изделия, улучшения отражат. способности его пов-сти, повышения электрич. проводимости и магн. характеристик, облегчения пайки, а также для декоративной отделки. наиб. распространенные процессы - цинкование, никелирование, меднение, хромирование, кадмирование и оловянирование (см. табл.).
Цинкование применяют в осн. для защиты изделий из черных металлов (стали и чугуна) от атмосферной и высокотемпературной газовой коррозии. Стандартный электродный потенциал Zn более отрицателен, чем Fe, и в контакте с последним (при наличии влаги) Zn анодно растворяется, тем самым защищая Fe. Толщина покрытия - от 0,005 до 0,5 мм. Используют кислые электролиты (сульфатные, хлоридные, фтороборатные) и щелочные (цианидные, цинкатные, пирофосфатные, аммиакатные). В кислых электролитах с рН 3-5 покрывают изделия несложной формы, в т.ч. проволоку и ленту. Слабокислые (рН 5-6) электролиты на основе хлоридов или сульфатов Zn, содержащие орг. добавки, обеспечивают более высокую скорость осаждения покрытий с повыш. светорассеиваю-щей способностью. Цианидные электролиты дают возможность получать блестящие мелкокристаллич. покрытия на изделиях сложной формы, осн. недостаток этих р-ров - высокая токсичность. Лишены этого недостатка цинкатные электролиты, осн. компоненты к-рых - Na2Zn(OH)4 или K2Zn(OH)4 и свободный NaOH или КОН; добавление к ним нек-рых орг. соед. обеспечивает осаждение блестящих покрытий при большой скорости процесса.
НАИБОЛЕЕ РАСПРОСТРАНЕННЫЕ СОСТАВЫ ЭЛЕКТРОЛИТОВ И РЕЖИМЫ ЭЛЕКТРООСАЖДЕНИЯ 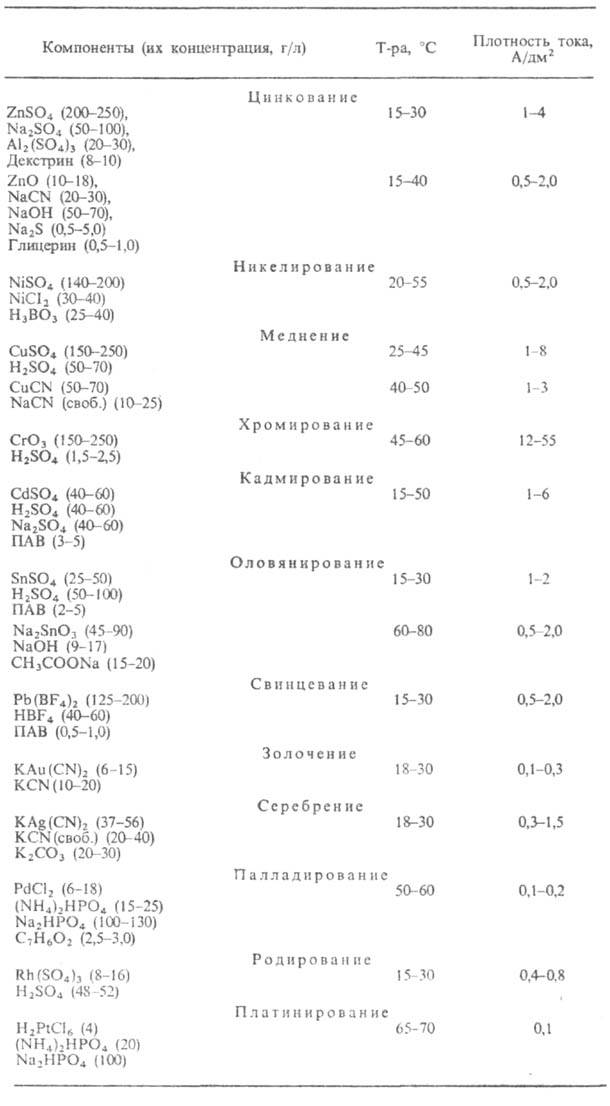
Никелирование применяют для защиты от коррозии изделий из стали и цветных металлов (меди и ее сплавов), декоративной отделки их пов-сти и придания нек-рых других св-в. Никелевые покрытия по отношению к железу являются катодными и могут служить защитными только при условии отсутствия в них пор. Поэтому сталь покрывают сначала слоем Си (25-35 мкм), а затем Ni (10-15 мкм). наиб. широко применяют сульфатно-хлоридные электролиты, в меньшей степени - сульфаматные, фтороборатные, цитратные и др. Из электролитов с добавками производных бутиндиола осаждаются мелкозернистые, эластичные, ровные и блестящие покрытия. Осн. недостаток покрытий: малая коррозионная стойкость, обусловленная включениями серы. Избежать этого можно нанесением двух- или трехслойных покрытий; при одинаковой общей толщине трехслойное покрытие примерно в 1,5-2 раза более коррозионностойко, чем двухслойное, и в 3-4 раза - чем однослойное. При трехслойном никелировании первый слой осаждают из электролита с выравнивающей добавкой, не содержащей серы. Второй слой (1-2 мкм) содержит 0,1-0,2% S, третий, блестящий, - ок. 0,05% S. При контакте с агрессивной средой в порах покрытия растворяется наименее коррозионностойкий второй слой.
Повыш. стойкостью отличаются также композиционные блестящие никелевые покрытия, содержащие мелкодисперсные диэлектрич. частицы - каолин, карбиды, SiO2 и др. Осажденный на такое покрытие слой Сг приобретает микропористую структуру, к-рая снижает интенсивность коррозии Ni. Для декоративных целей разработано серебристо-матовое (велюровое) никелирование.
Меднение применяют перед осаждением никелевых и нек-рых др. покрытий на сталь, цинк, цинковые и алюминиевые сплавы, а также для защиты стальных изделий от цементации. Используют кислые (сульфатные, фтороборатные, нитратные) и щелочные (цианидные, пирофосфатные, этилендиаминовые) электролиты. наиб. распространенный сульфатный электролит устойчив и позволяет осаждать Си со 100%-ным выходом по току. Недостаток кислых электролитов - получение из них покрытий с низкой рассеивающей способностью. Перед нанесением блестящих никелевых покрытий осаждают слой блестящей меди из сульфатного электролита с добавкой орг. в-в, к-рые обеспечивают выравнивание и зеркальный блеск медного покрытия. Повышение рассеивающей способности достигается уменьшением в сульфатных электролитах концентрации CuSO4 и увеличением концентрации H2SO4. Такие электролиты, содержащие также орг. добавки, применяют, напр., для меднения печатных плат. Щелочные электролиты, в отличие от кислых, дают возможность осаждать Си на сталь, цинковые и др. сплавы с менее электроположительным, чем у Си, стандартным потенциалом, т.к. образующиеся в р-рах комплексные соли Си сдвигают ее потенциал к более отрицат. значениям. Покрытия, осаждаемые из цианидных р-ров, отличаются мелкозернистой структурой; они более равномерным слоем, чем покрытия из щелочных электролитов, покрывают пов-сть изделия. Однако цианидные электролиты токсичны и неустойчивы по составу.
Хромирование обеспечивает нанесение покрытий, отличающихся большой твердостью, износоустойчивостью, жаростойкостью, высокой отражат. способностью, быстрой пассивацией, обусловливающей значит. коррозионную стойкость. Защитно-декоративные покрытия с зеркальным блеском осаждают слоем толщиной 0,25-0,5 мкм на детали, предварительно покрытые Си (20-40 мкм) и Ni (10-15 мкм). Блестящие покрытия повышают срок службы медицинских и др. режущих инструментов; с их помощью восстанавливают размеры деталей, повышают их поверхностную твердость и износостойкость. Покрытия большой толщины (до сотен мкм), т. наз. твердый хром, осаждают непосредственно на изделия без промежут. подслоя. Они применяются для восстановления изношенных частей моторов и др. механизмов, уменьшения износа пов-стей деталей машин. Повышению защитных св-в блестящих покрытий способствует применение двойного пористого хромирования (дуплекс). Сначала осаждается слой блестящего, без трещин, Сr, к-рый заполняет все микроуглубления пов-сти; затем наносится более тонкий слой блестящего Сг с густой сеткой микротрещин. Общая толщина -1,25-2,5 мкм. Микропористые покрытия состоят из одного слоя Сr толщиной 0,3 мкм, к-рый осаждают на композиц. никелевые покрытия. Микротрещины и микропоры понижают плотность локальных токов коррозии и повышают коррозионную стойкость комбиниров. покрытий.
Осн. компоненты электролита-СrO3 и H2SO4. Из таких электролитов Сr осаждается с выходом по току 12-20%, остальная часть тока расходуется на восстановление Сг6+ до Сг3+ и выделение Н2. Для поддержания необходимой концентрации анионов SO42- и SiF62- в электролит добавляют малорастворимые соли-SrSО4 и K2SiF6. Такие электролиты более стабильны по составу, обеспечивают по-выш. выход по току и лучшую рассеивающую способность. Высоким выходом по току (до 40%) отличаются электролиты с добавкой NaOH, наз. тетрахроматными. Они содержат также Ti, Zr и нек-рые др. металлы.
Для защитно-декоративных целей применяют также покрытия "черным хромом", обладающие более высокой коррозионной и износостойкостью, чем обычные блестящие. Черный хром уменьшает отражение света пов-стью на 90%. Для черного хромирования используют р-ры хромовой к-ты с добавками уксусной к-ты, оксалата железа, ванадата аммония и др.
Кадмирование применяют для защиты изделий от коррозии в атмосфере или в средах, содержащих хлориды (напр., в морской воде). Используют кислые и щелочные электролиты. Применение спец. добавок позволяет получать мелкокристаллич. блестящие покрытия.
Оловянирование применяют для защиты изделий от коррозии в орг. к-тах, содержащихся в пищ. продуктах; значит. кол-во Sn расходуется на лужение консервной жести. Покрытия улучшают электрич. проводимость и облегчают пайку контактов. Оловянирование производят в кислых (сульфатных, фтороборатных), а также щелочных (станнатных, пирофосфатных и др.) электролитах. Наиб. распространены сульфатные электролиты с добавками ПАВ; из них осаждают мелкокристаллич. блестящие оловянные покрытия.
Золочение обеспечивает высокие хим. стойкость и электрич. проводимость, а также декоративные св-ва покрытий. Золотом покрывают электрич. контакты, лаб. приборы, ювелирные изделия, музыкальные инструменты, спец. прожекторы и др. изделия. Осн. компонент электролитов золочения-дицианоаурат калия. Для техн. целей применяют слабокислые, нейтральные и щелочные электролиты, из к-рых осаждаются покрытия высокой чистоты (99,99% Аu). Для декоративной отделки изделий осаждают блестящие покрытия из электролитов, содержащих неорг. и орг. добавки.
Серебрение широко применяют в радиопромышленности, радиоэлектронике, произ-ве средств связи и ЭВМ для обеспечения высокой электрич. проводимости контактов. Высокая отражат. способность серебра используется при покрытии фар, прожекторов, а его хим. стойкость в щелочных р-рах и орг. к-тах - при защите хим. аппаратуры и приборов. Недостаток покрытий: чувствительность к соед. серы, под влиянием к-рых возникает пленка сульфида серебра, снижающая декоративные св-ва покрытия. Разновидность наиб. распространенных цианидных электролитов серебрения - гексацианоферратный (железистосинеродистый), к-рый менее токсичен, т.к. в нем отсутствует свободный KCN.
Покрытия металлами платиновой группы (Pt, Pd, Rh) применяют в радиотехн. и электронной пром-сти при изготовлении электрич. контактов, для защиты пов-сти серебра от потускнения и деталей точной аппаратуры от коррозии. Платиновые покрытия, в частности, применяют в хим. пром-сти для получения титанплатиновых анодов.
Практич. применение находят также покрытия Fe, Co, Pb, As, Sb, Bi, Ga, In, Ge, Mn и др. металлами, осаждаемыми из водных р-ров. Для алюминирования используют орг. р-рители.
Покрытия металлич. сплавами, содержащими два, реже три компонента, применяют для экономии одного из металлов или улучшения св-в покрытия. Получены покрытия из сплавов большинства металлов, к-рые м. б. выделены из водных р-ров, а также сплавов, содержащих W, Mo, P, S и нек-рые др. элементы, в чистом виде из водных р-ров не выделяющиеся.
Гальванопластика. Используется для изготовления и размножения металлич. копий. Осн. ее преимущество перед др. методами - высокая точность воспроизведения микро-и макрогеом. рельефа. Этим методом изготовляют матрицы для грампластинок, печатные стереотипы, клише, валки для тиснения кож, тонкие металлич. сетки, фольгу, копии с произведений искусства и др. Разновидность гальванопластики, электролитическое формование,-изготовление объемных деталей. Этим способом производят волноводные узлы для радиотехн. пром-сти, трубы разл. диаметра, рефлекторы, коробки для аккумуляторов, сопла, детали авиац. техники, прессформы и др.
Технология включает изготовление формы, подготовку ее пов-сти, электроосаждение металла, отделение готового изделия от формы. Разработаны также комбиниров. гальванопластич. процессы, основанные на электроосаждении относительно тонкого слоя металла с послед. обволакиванием его пластмассой. Форму изготавливают из металла (сталь, Zn, Cu, A1 и др.) или из воска, гипса, пластмассы. Перед электроосаждением пов-сть формы очищают от загрязнений, наносят на нее проводящий слой (если форма из неметаллич. материала), затем разделит. слой для предотвращения прочного сцепления осаждаемого металла с поветью формы. При выборе электролитов для осаждения осн. слоя металла учитывают требуемые физ.-мех. св-ва слоя, равномерность распределения тока и металла по пов-сти катода, отсутствие склонности к дендритообразованию, скорость осаждения металла. Разработаны электролиты для осаждения Си, Ni, Co, Fe, Ag, Au, Zn, Sn, A1 и др.; наиб. широко применяют Си и Ni. Разработана технология осаждения жаростойких металлов и сплавов, комбиниров. слоев металлов с порошками тугоплавких соединений. Медь осаждают из сульфатных, фтороборатных, пирофосфатных, кремнефторидных, цианидных и нитратных р-ров, никель — из сульфатных, хлоридных, фтороборатных и сульфаматных.
Литература
Блестящие электролитические покрытия, под ред. Ю. Мату лиса, Вильнюс, 1969; Инженерная гальванотехника в приборостроении, под ред. A.M. Гинберга, М., 1977; Кудрявцев Н. Т., Электролитические покрытия металлами, М., 1979; Вячеславов П. М., Волянюк Г. А., Электролитическое формование, Л., 1979; Казначей Б. Я., "Ж. Всес. хим. о-ва им. Д.И. Менделеева", 1980, т. 25, № 2, с. 192-202; Матулис Ю. Ю., там же, с. 122-28; Гальванические покрытия в машиностроении, под ред. М.А. Шлугера, т. 1, М., 1985. P.M. Вишолшрскис.