Формование химических волокон
ФОРМОВАНИЕ ХИМИЧЕСКИХ ВОЛОКОН, образование из р-ра или расплава волокнообразующего полимера тонких струй с послед, их затвердеванием в виде волокон (нитей, жгутов), ориентац. вытягиванием термич. и др. обработками. Иногда вместо термина "формование" используют исторически сложившийся текстильный термин "прядение", хотя эти два процесса не имеют ничего общего.
Процесс формования включает следующие основные стадии:
1) Расплавление, растворение или пластификация полимера с целью перевода его в вязкотекучее (жидкое) состояние; подготовка полученной полимерной жидкости (расплава или р-ра) к формованию, включающая фильтрование, дегазацию и введение добавок.
2) Собственно формование, включающее дозирование расплава или р-ра, истечение струй из тонких отверстий металлич. пластинки (фильеры) и перевод их в переохлажденное или пересыщенное состояние, в результате чего происходит образование твердой полимерной фазы в форме волокон, имеющих еще недостаточно упорядоченную и неравновесную структуру.
3) Ориентац. вытягивание и термич. обработка полученных волокон (вторая стадия формования) с целью придания им оптим. структуры и св-в.
Существует неск. методов формования; основными являются следующие: формование из расплава или пластифицир. полимера с охлаждением струй ниже т-ры затвердевания; сухое формование из р-ра с испарением р-рителя и повышением концентрации полимера до перехода струй в твердообразное состояние; мокрое формование из р-ра в среде осадителя, приводящее к изменению состава системы и затвердеванию струй; формование с фазовым распадом из р-ра при охлаждении струй до перехода их в затвердевшее состояние.
Формование из р-ров применяют в тех случаях, когда т-ра разложения полимера близка к т-ре плавления или ниже ее.
Теоретические основы. Волокнообразующие полимеры должны иметь определенные структурные характеристики и удовлетворять ряду техн. требований:
1) Заданная мол. структура, в т.ч. наличие полярных функц. групп, от чего зависит возможность плавления или растворения полимера, выбор метода формирования и мн. св-ва волокон.
2) Линейное или слаборазветвленное строение макромолекул, от чего зависит возможность получения высокоупорядоченной, ориентированной структуры волокон и их мех. св-ва.
3) Средняя мол. м. в пределах 15-150 тыс. (иногда до 300 тыс.) и по возможности узкое MMP. Нижний предел мол. масс лимитируется нестабильностью образования жидких струй и низкими мех. св-вами получаемых волокон, верхний -технол. трудностями переработки высоковязких расплавов и р-ров и возможностью образования в них гелеобразных частиц, приводящих к возникновению дефектов в волокнах.
4) Устойчивость к термич. и(или) хим. воздействиям в процессах получения волокон.
5) Однородность состава, св-в и миним. содержание посторонних примесей и загрязнений, от чего зависит стабильность технол. процесса и качество получаемых волокон.
При всем различии строения полимеров важнейшим показателем, определяющим процессы структурообразования при формовании, является гибкость макромолекул. По их собственной гибкости, характеризуемой, напр., величиной статистич. сегмента А, полимеры разделяют на гибкоцепные (А<3 нм), полужесткоцепные (3 нм<А<10 нм) и жесткоцепные (А> 10 нм). Для гибкоцепных полимеров термодинамически равновесной является изогнутая форма макромолекул и их ориентирование требует затраты внеш. работы, что при получении волокон вызывает необходимость значительных кратностей вытяжки. Жесткоцепные полимеры со стержне-образными молекулами способны переходить в термодинамически равновесное жидкокристаллич. состояние и при течении или наличии незначит. начальной ориентации в них проходят процессы самопроизвольного упорядочения и ориентирования.
При формовании протекает комплекс реологич., тепло- и(или) мас-сообменных, аэро- и гидродинамич. явлений, фазовых и структурных превращений, определяемых видом исходного волокнообразующего полимера, методами и условиями формования и послед. обработок. Основные из них рассмотрены ниже.
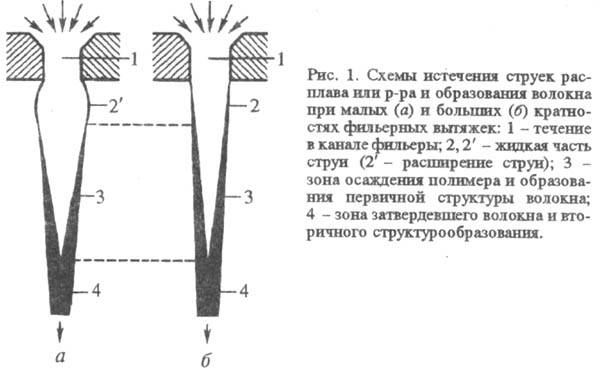
Образование струй происходит при истечении дозированного кол-ва расплава или р-ра полимера из отверстий фильеры. При малых скоростях истечения вблизи пов-сти фильеры возникает расширение струи, обусловленное действием поверхностных сил и релаксац. процессами (рис. 1). При больших скоростях истечения расширение струи сменяется ее утонением. Под влиянием сдвиговых напряжений в каналах фильеры возникает незначит. ориентация макромолекул. При малых временах релаксации (маловязкие р-ры гибкоцепных полимеров) и малых скоростях формования эта ориентация почти полностью исчезает. В жесткоцепных полимерах времена релаксации велики и ориентация сохраняется.
Важнейшим условием протекания процесса формования является стабильность образования струй, к-рая зависит от чистоты расплава или р-ра и их вязкоэластич. св-в: при малых вязко-стях возможен капиллярный распад струй под влиянием поверхностных сил, при очень большой вязкости возможно нарушение сплошности истечения с появлением разрывов струи. Эти нарушения существенно усугубляются под влиянием примесей и гелеобразных частиц, к-рые кроме того уменьшают прочность волокна.
Динамика и кинематика формования определяются действующими на вытекающие из отверстий фильеры струи и формуемые волокна след, сил: поверхностного натяжения; реологич. сопротивления деформациям; инерционных сил, необходимых для приращения скорости и кинетич. энергии волокна; аэро- или гидродинамич. сопротивления; тяжести. Все эти силы изменяются по длине пути формования и в конечном счете уравновешиваются усилием отвода волокна из зоны формования, к-рое существенно увеличивается с ростом скорости отвода.
Под влиянием этих сил происходит растяжение полимерных струй и волокна, вследствие чего структурообразование протекает в поле продольного градиента скорости, меняющегося по длине пути формования соотв. изменению реологич. св-в и изменению сил по длине пути формования. Это приводит к S-образной форме кривой распределения скоростей с макс. градиентом в ее средней части (рис. 2).
По изменению реологич.св-в и кинематике движения формуемых волокон весь путь формования следует разделить на три основные зоны: истечения с образованием струй расплава или р-ра; выделения твердой полимерной фазы и первичного структурообразования; вторичного структурообразования (частичной кристаллизации или синерезиса гель-волокна).
Обобщенный показатель кинематики формования- изменение скоростей формуемого волокна (его деформация и изменение поперечного сечения), к-рые характеризуются величинами кажущейся и истинной фильерной вытяжки, соотв. Фк и Фи:

где v0 и vH - соотв. скорости истечения из фильеры и выхода волокна из зоны формования; d0 и dp - соотв. диаметры отверстий фильеры и расширенной части струи.
При отсутствии расширения струй значения Фк, и Фи совпадают. Величины фильерных вытяжек обычно больше 1 и возрастают с увеличением скорости формования. Однако при мокром методе формования Фк может иметь значения менее 1.
Процессы тепло- и(или) массообмена определяют переход струи расплава или р-ра в состояние пересыщения, что необходимо для протекания фазовых переходов и структурообразования .
При формовании из расплава перенос тепла внутри волокна осуществляется по механизму теплопроводности (см. Теплообмен), а его отдача в окружающую среду определяется вынужденной конвекцией. Т-ра по длине пути получаемого волокна непрерывно понижается, но если при формовании происходит кристаллизация, сопровождающаяся тепловыделением, то на небольшом участке пути она остается примерно постоянной.
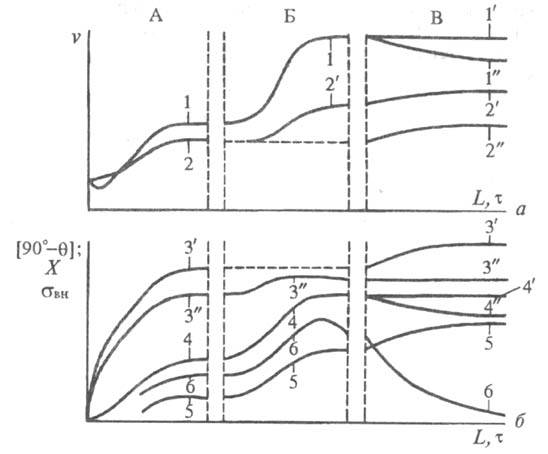
Рис. 2. Схема распределения скоростей (а) и процессов структурообразования (б)по зонам формования волокон (нитей): А - зона осаждения и первичного структурообразования; Б - зона ориентац. вытягивания; В - зона термич. или термопластификац. обработки; v - скорость волокна (нити),  - угол разори-ентации волокон, X - степень кристалличности волокон,
- угол разори-ентации волокон, X - степень кристалличности волокон,  - внутр. напряжения в волокнах, L - длина пути формования,
- внутр. напряжения в волокнах, L - длина пути формования, - время; 1,1',1:- распределение скоростей при формовании из гибкоцепных полимеров, 1' и 1: - термич. обработка под натяжением и в свободном состоянии (с усадкой); 2, 2', 2: -распределение скоростей при формовании из жесткоцепных (жидкокристаллических) полимеров, 2', 2: - с термич. вытягиванием или без него; 3', 3: - изменение ориентации при формовании из жесткоцепных (жидкокристаллич.) полимеров с термич. вытягиванием или без него; 4, 4', 4: - изменение ориентации при формовании из гибкоцепных полимеров, 4', 4: - термич. обработка под натяжением и в свободном состоянии (с усадкой); 5 - изменение степени кристалличности; 6 -изменение внутр. напряжений.
- время; 1,1',1:- распределение скоростей при формовании из гибкоцепных полимеров, 1' и 1: - термич. обработка под натяжением и в свободном состоянии (с усадкой); 2, 2', 2: -распределение скоростей при формовании из жесткоцепных (жидкокристаллических) полимеров, 2', 2: - с термич. вытягиванием или без него; 3', 3: - изменение ориентации при формовании из жесткоцепных (жидкокристаллич.) полимеров с термич. вытягиванием или без него; 4, 4', 4: - изменение ориентации при формовании из гибкоцепных полимеров, 4', 4: - термич. обработка под натяжением и в свободном состоянии (с усадкой); 5 - изменение степени кристалличности; 6 -изменение внутр. напряжений.
При формовании по сухому методу из р-ров происходит конвектив-ный подвод тепла к волокну, диффузия в волокне, испарение р-рителя и встречный процесс отвода его паров в окружающую среду. Состав волокна по длине пути формования непрерывно меняется - увеличивается концентрация полимера. Т-ра на значит, длине пути меняется мало и соответствует т-ре мокрого термометра и только после испарения основного кол-ва р-рителя постепенно повышается, приближаясь к т-ре окружающей среды. Значительная по сравнению с теплотой кристаллизации теплота испарения и большое кол-во испаряемого р-рителя требуют во много раз большего времени для теплообмена, чем при формовании из расплава; это существенно ограничивает скорость формования по сухому методу.
При формовании из р-ров по мокрому методу происходит встречная диффузия осадителя внутрь волокна и р-рителя из него. Вследствии этого состав волокна по длине пути формования непрерывно меняется. Выходя из осадит. ванны волокно содержит значит. кол-во жидкости, существенно обогащенной осадите-лем. Процессы диффузионного переноса происходят достаточно медленно, что ограничивает скорость формования по мокрому методу.
Во всех методах формования тепло- и(или) массообмен определяется последовательно протекающими процессами внутр. (в волокне) и внеш. (в окружающей среде) переноса. В большинстве случаев основное сопротивление представляют процессы теплопроводности и(или) диффузии внутри волокна и окружающем его ламинарном пограничном слое, к-рые достаточно хорошо описываются дифференц. ур-ниями переноса, представленными в цилиндрич. координатах.
При формовании пучка волокон, особенно с использованием фильер с большим числом отверстий, важное значение имеет однородность температурного и(или) концентрац. полей. Неодинаковость граничных условий вокруг отдельных волокон создает различия в тепло- и(или) массообмене, структурообразовании и вызывает неравномерность их физ. и механич. св-в. По этой причине ограничивается максимально допустимое число отверстий в фильерах, особенно при формовании из расплава и р-ра по сухому методу.
Структурообразование при формовании определяется процессами затвердевания струй расплава или осаждения в них полимера с одновременным формированием надмол. и микроструктуры волокна. При формовании из расплава или пластифицир. полимера процессы структурообразования начинаются при охлаждении ниже темп-ры плавления или потери текучести. При формовании из р-ра возможны три пути выделения твердой полимерной фазы: испарением р-рителя с повышением концентрации р-ра, заменой р-рителя на осадитель и охлаждением р-ра. Применимость этих путей определяется св-вами системы полимер - р-ритель или полимер - р-ритель - осадитель, а также видом соответствующих диаграмм фазового равновесия и текучести в координатах состав - т-ра. Повышение концентрации полимерной фазы приводит к потере текучести и образованию студнеобразного гель-волокна, содержащего значит. кол-во жидкости, удаляемой затем вслед-ствии испарения или синерезиса.
Обычно твердая полимерная фаза выделяется в аморфном состоянии, а в случае если полимер способен к быстрой кристаллизации (что характерно, напр., для нек-рых гибко-цепных полимеров), волокно может частично закристаллизоваться.
Кинетика фазовых переходов (кристаллизации) при формовании определяется двумя осн. стадиями: образованием зародышей в переохлажденной или пересыщенной полимерной жидкости и их ростом в радиальном направлении и следует экспоненц. ур-нию Колмогорова - Аврами:

где и
и - соотв. предельное и текущее кол-во образовавшейся новой фазы; kx - константа скорости;
- соотв. предельное и текущее кол-во образовавшейся новой фазы; kx - константа скорости;  - время;
- время;  -коэф., зависящий от механизма зародышеобразования, имеет значения от 2 до 4.
-коэф., зависящий от механизма зародышеобразования, имеет значения от 2 до 4.
Вторичное Структурообразование подчиняется ур-нию:

где xнач - начальное кол-во образованных структур; ах -коэф., характерный для данной системы.
Входящие в эти ур-ния коэф. зависят от т-ры, состава и величины мех. напряжения, что ограничивает область применения ур-ний.
Образование ориентированной надмол. структуры в волокне происходит под влиянием продольного градиента скорости формуемого волокна, матричного эффекта на границе раздела с уже осажденным полимером, поперечной контракции (сжатия) гель-волокна и др. Ориентация тем выше, чем больше величина фильерной вытяжки. Возникновение ориентации может способствовать кристаллизации. Вследствие быстрого структурообразования надмол. структура волокна неравновесна. На рис. 2 представлено изменение осн. характеристик надмол. структуры по длине пути формования: ориентации, кристалличности и внутр. напряжений.
Особым случаем является формование из расплава с использованием ориентац. кристаллизации путем подбора соответствующих условий. В этом случае увеличение мех. напряжения в зоне структурообразования путем увеличения аэродинамич. сопротивления при увеличении скоростей формования или использования тормозных устройств существенно увеличивает степень ориентации, скорость кристаллизации и кристалличность получаемых волокон.
При формовании волокон из расплавов или р-ров жесткоцепных полимеров, находящихся в жидкокристаллич. состоянии или переходящих в это состояние во время формования, уже небольших значений фильерных вытяжек достаточно для получения значит. ориентац. упорядоченности.
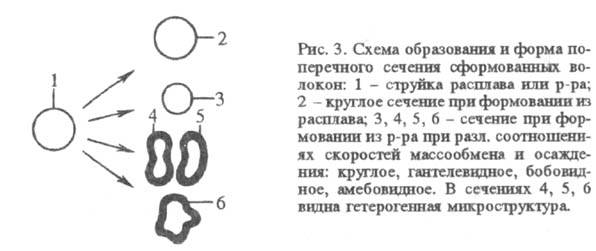
Радиальная направленность тепло- и(или) массообмена в волокне приводит к неодновременному образованию и ориентации твердой полимерной фазы по его сечению и возникновению гетерогенной микроструктуры (рис. 3). Поверхностный слой образуется раньше, чем сердцевина, на него раньше начинают действовать силы растяжения, что приводит к появлению слоистой структуры, причем ориентация поверхностного слоя (оболочки) обычно выше, чем сердцевины. С увеличением скоростей формования и фильерных вытяжек гетерогенность структуры возрастает. Особенно заметна гетерогенность микроструктуры при мокром методе формования, чему способствует также периодичность процесса осаждения вследствие образования периодич. зон пересыщения под влиянием встречной диффузии р-рителя и осадителя. Чем больше скорость структурообразования, тем значительнее выражена слоистость структуры, поэтому она особенно характерна для вискозных волокон.
При формовании из расплава или р-ра по сухому методу слоистость микроструктуры выражена существенно слабее. Из жидкокристаллич. или переходящих в жидкокристаллич. состояние р-ров осаждение полимера происходит достаточно медленно и почти одновременно по всему сечению, что приводит к получению достаточно однородной по сечению микроструктуры.
Форма поперечного сечения волокна при формовании из расплава сохраняет профиль (обычно круглый) отверстия фильеры. При формовании из р-ра форма поперечного сечения волокна может изменяться и зависит от различия в скоростях осаждения полимера по поперечному сечению и образования слоистой структуры, а также величины поперечной контракции волокна при удалении р-рителя. При близком к одновременному осаждению полимера по сечению формуемого волокна поперечная контракция происходит равномерно, сохраняется круглая форма сечения. Неодновременное осаждение и образование достаточно жесткого наружного слоя препятствует поперечной контракции при удалении р-рителя из сердцевинной части, что приводит к появлению некруглого сечения разл. формы (гантелевидное, бобовидное, амебовидное и др.), а в нек-рых случаях и к возникновению пустот (рис. 3).
При вытягивании и термич. обработке волокон происходят повышение степени ориентации, дальнейшая кристаллизация и релаксация внутр. напряжений. Эффективное проведение ориентац. вытягивания и термич. обработки возможно только при достаточной мол. подвижности полимера, т. е. в высокоэластич. состоянии, что достигается двумя путями: 1) нагревом в среде горячего теплоносителя (воздуха, инертной жидкости) или контактом с нагретой пов-стью до т-р, лежащих между т-рами стеклования и плавления полимера; 2) пластификацией низкомол. жидкостями или парами с целью снижения т-р стеклования и плавления, что позволяет существенно снизить т-ру обработки.
Вытягивание и термообработку в присут. пластификаторов проводят обычно при получении волокон по мокрому методу, причем второй процесс иногда совмещают со стадией сушки.
Ориентац. вытягивание м. б. одно- и двухстадийным с общей кратностью вытяжки Kв, определяемой соотношением скоростей выхода v2 и входа v1 нитей в зоне вытягивания: Kв = v2Iv1 Кратность вытяжки составляет от 1,3 до 12 и более, время процесса вытягивания, необходимое для структурных перестроек, составляет от сотых долей секунды до неск. сек.
Ориентац. вытягивание приводит к повышению прочности и снижению деформативности (росту модуля деформации и уменьшению удлинения при разрыве). Однако одновременно увеличивается неравновесность структуры и возрастают внутр. напряжения, что вызывает усадочность волокон, особенно заметную при малых временах вытягивания.
Степень ориентации и мех. св-ва волокон возрастают до определенного предела, ограничиваемого величиной мех. напряжения, приводящего к обрывам волокон в местах имеющихся дефектов.
Процессы термич. и термопластификац. обработки можно проводить в своб. состоянии или под натяжением. Для завершения кристаллизац. и релаксац. процессов требуется значит. время - от неск. сек до десятков мин в зависимости от мол. подвижности в принятых условиях обработки. При обработке под натяжением время увеличивается или требуется более высокая т-ра.
Кинетика структурных перестроек, в частности кристаллизация волокон при термич. обработке, подчиняется ур-нию (3).
Релаксац. процессы, в частности релаксация внутр. напряжений, описывается экспоненц. ур-нием типа ур-ния Кольрауша:

где  и
и  - соотв. начальное и текущее значения внутр. напряжения;
- соотв. начальное и текущее значения внутр. напряжения;  - константа скорости релаксации;
- константа скорости релаксации;  - коэф. Константа скорости
- коэф. Константа скорости  зависит от величины мех. напряжения и т-ры. Аналогичные экспоненц. зависимости описывают изменение размеров (при обработке в своб. состоянии) и усадочность полученных волокон.
зависит от величины мех. напряжения и т-ры. Аналогичные экспоненц. зависимости описывают изменение размеров (при обработке в своб. состоянии) и усадочность полученных волокон.
Изменение структуры и св-в волокон при термич. обработке зависит от гибкости макромолекул и ориентации после вытягивания. Для большинства волокон термич. обработка в своб. состоянии сопровождается усадкой, что приводит к нек-рому снижению степени ориентации и соотв. к уменьшению прочности и увеличению деформативности. При термич. обработке без усадки (под натяжением) мех. св-ва меняются незначительно.
В процессах ориентац. вытягивания и термич. обработки микроструктура волокон существенно не изменяется, хотя может неск. увеличиться поперечная гетерогенность.
Для получения высоких мех. св-в волокон из гибкоцепных и нек-рых полужесткоцепных полимеров необходимы макс, значения ориентац. вытяжек (3-12-кратные) и проведение термич. обработки под значит. натяжением. Получение же сверхпрочных волокон на основе высокомол. полиэтилена и поливинилового спирта ведется с вытяжками, достигающими 15-50-кратных, что позволяет получить высокоориентированную структуру.
Существенные особенности имеют структурные перестройки в волокнах на основе полужесткоцепных и особенно жесткоцепных полимеров, способных к переходу в жидко-кристаллич. состояние. С увеличением жесткости макромолекул величина ориентац. вытяжки уменьшается или она полностью исключается. В то же время при термич. обработке происходит самопроизвольное удлинение волокон, увеличение степени ориентации, снижение разнодлинности мол. цепей. Следствием этого является увеличение прочности, модуля деформации и снижение удлинения при разрыве.
При всем различии методов и технол. процессов формования высокопрочных волокон и нитей их можно разделить на две принципиально разл. группы, отличающиеся способностью волокнообразующего полимера к образованию ориентированной структуры: из гибкоцепных и полужесткоцепных полимеров, ориентирование к-рых возможно только при больших величинах вытяжек; из жесткоцепных полимеров, упорядочение структуры к-рых требует небольших величин первоначальной ориентации, а далее происходит самопроизвольно или при небольших величинах послед. вытяжек.
Метод и условия формования оказывают существенное влияние на микроструктуру волокон: поперечную гетерогенность, форму поперечного сечения, пористость, характер пов-сти. Чем более однородна и менее дефектна микроструктура волокон, тем выше их мех. св-ва.
Технология формования. Технол. процессы и аппаратурное оформление процессов формования и послед. обработок хим. волокон весьма разнообразны; они м. б. полунепрерывными и непрерывными в зависимости от необходимого ассортимента, мощности произ-ва, техн. уровня и др. факторов. Важное значение имеют энерго- и материалоемкость процессов, регенерация химикалиев, обеспечение санитарно-гигиенич. и экологич. безопасности.
Получение и подготовка к формованию расплавов и р-ров полимеров производятся периодич. или непрерывными методами. Часто применяются прямые процессы их получения без промежуточного выделения полимера после синтеза, что более экономично.
При формовании из расплава используют два основных вида процессов. В полунепрерывном процессе заранее полученный гра-нулир. полимер обычно расплавляют и дегазируют в шнеко-вом экструдере (см. Полимерных материалов переработка). В прямом процессе расплав полимера после синтеза непрерывно дегазируется в тонком слое, фильтруется и подается на формование.
Получение р-ров полимеров и их подготовку к формованию производят периодич. (при малых мощностях) и непрерывным методами. Применяемые р-рители должны обеспечивать полное р-рение полимера с образованием стабильного технол. р-ра максимально возможной концентрации и заданной вязкости, обладать миним. токсичностью, быть доступными и легко регенерироваться или утилизироваться.
Периодич. растворение производят в реакторах с мешалками по заданному циклу. Для усреднения состава р-ра обычно смешивают неск. партий в промежуточных баках с мешалками. Непрерывное растворение обычно производят в аппаратах с вращающимися роторами, создающими сильное гидродина-мич. поле, в к-рые непрерывно дозируются компоненты.
Прямые процессы синтеза и растворения полимера также могут производиться периодич. и непрерывными методами.
Полученный р-р транспортируется шестеренными насосами. Его подвергают фильтрованию в аппаратах с намывным слоем или фильтр-прессах, дегазации в баках (в толстом слое), или непрерывно (в тонком слое), затем повторному фильтрованию (в фильтр-прессах или керамич. пористых свечевых фильтрах) и направляют на формование. Существенные отличия имеет технология получения вискозных волокон.
Введение матирующих в-в, пигментов или других добавок производят на стадии расплавления или растворения полимера, но чаще готовится конц. расплав или р-р, к-рый смешивают с основным потоком, направляемым на формование. Основные характеристики методов формования приведены в табл.
Формование из расплава применяют при получении след, видов нитей и волокон: полиолефиновых (полиэтиленовых, полипропиленовых), полиамидных (из поликапроамида, полигексаметиленадипинамида и др. алифатич. полиамидов), полиэфирных (из полиэтилентерефталата, а также жидкокристал-лич. ароматич. полиэфиров и сополиэфиров), плавких сополимеров тетрафторэтилена и др. Расплавы этих полимеров имеют рабочую т-ру на 30-60 0С выше т-ры плавления. Основные условия получения волокон из расплавов также приведены в таблице.
Машины для формования из расплава имеют устройства для подачи расплава, шахты для формования, механизмы транспортирования (иногда вытягивания) и приемки нитей или жгутиков. Расплав дозируется насосиком, дополнительно фильтруется и поступает в фильеру. Струи расплава охлаждаются в вертикальной шахте, к-рая состоит из двух частей: обдувочной (охладительной) с подачей кондиционир. воздуха и сопроводительной без подачи воздуха. Сформованные нити замасливаются, принимаются на паковки, а жгутики объединяются в общий жгут и укладываются в контейнер.
Вытягивание и термич. обработку нитей производят индивидуально на крутильно-вытяжной машине. Текстильные нити могут выпускаться без термич. обработки, если они предназначены для получения текстурированных нитей или проходят термообработку при отделке готовых текстильных полотен или изделий. В произ-ве техн. полиэфирных нитей применяют групповую обработку 100-200 нитей на проходном агрегате, что позволяет достигать более высоких мех. св-в. Вытягивание и термич. обработку жгутов производят также на проходном агрегате, где заключит. стадиями являются авиважная обработка, гофрировка и, при необходимости, резка.
ОСНОВНЫЕ МЕТОДЫ ФОРМОВАНИЯ ВОЛОКОН
| | Из расплава а | Из расплава, высокоскоростное а | Из пластифиц. полимеров б | Из р-ра по сухому методу в | Из р-ра по мокрому методу г | Из р-ра по мокрому методу д | ||
| Характеристика расплава или р-ра | | | | | | | ||
| концентрация, % | 100 50-500 | 100 50-500 | 100 >200 | 15-30 20-100 | 5-25 5-50 | 6-10 4-10 | ||
| Фильеры: | | | | | | | ||
| диаметр отверстий, мм | 0,25-0,5 1-50 в 50-500 ж 1000-2000 з | 0,25-0,5 10-50 ж | 0,3-1,5 10-30 в, ж | 0,08-0,3 9-40 в 100-1000 ж | 0,05-0,12 50-500 ж 4800-120000 з | 0,05-0,1 10-100 е 500-1200 ж 4800-120000 з | ||
| Характеристика зоны формования (длина пути, м) | Охлаждение воздухом в вертикальной шахте (6-10) | Охлаждение воздухом в вертикальной шахте (6-10) | Охлаждение в водной ванне (0,8-1,3) | Испарение р-рителя нагретым воздухом в вертикальной шахте (3-6) | Осаждение в ванне, желобе или трубке (0,5-2,5) | Осаждение в кислотно-солевой ванне, желобе или трубке (0,3-1,5) | ||
| Фк | 10-100 | 30-500 | 3-50 | 3-7 | 0,5-1,5 | 0,5-1,5 | ||
| Скорость на выходе из зоны формования, м/мин | 500-1500 | 6000-8000 | 5-30 | 200-500 (иногда до 1000) | 3-30 | 30-150 | ||
| Послед. обработка | Термич. вытягивание в 3,5-10 раз. Термич. обработка в среде воздуха или водяного пара | | Термич. или (реже) пластификац. вытягивание в 2-5 раз. Термич. обработка на воздухе | Пластификац. и (или) термич. вытягивание в 2-6 раз. Термич. обработка на воздухе (кроме ацетатных и триацетатных) | Пластификац. (иногда дополнит. термич.) вытягивание в 2-12 раз | Пластификац. вытягивание в 1,3-2,5 раза, термопла-стификац. обработка совмещена с сушкой | ||
| Линейная плотн. готовых волокон, текс/м | 0,25-20 | 0,25-1,0 | 20-1000 | 0,2-1,0 | 0,1-1,0 | 0,1-2,0 | ||
 вязкость, Па·с
вязкость, Па·с число отверстий
число отверстий а Полиолефины, поликапроамид, полиэтилентерефталат. б Сополимеры винилхлорида, винилиденхлорида. в Ацетат и тривдетатцеллюлозы, полиакрилонитрил. г Полиакрилонитрил, ПВХ, поливиниловый спирт. д Вискоза. е Текстильные нити. ж Технические нити. з Жгуты.
Использование совмещенного процесса "формование - вытягивание" позволяет повысить скорости приема на паковки до 3000-4000 м/мин. Однако этот процесс целесообразен только в случае, если не требуется дополнит. термич. обработка, и применяется в осн. при получении полиамидных нитей.
Используется также высокоскоростное формование из расплава при скоростях 6000-8000 м/мин. В этом случае крайне быстро протекает структурообразование (ориентац. кристаллизация) в мех. поле с большим градиентом скорости, что позволяет получать нити с ориентированной равновесной структурой без дополнит. вытягивания и термообработки. Этот процесс в осн. реализован для текстильных полиэфирных нитей, предназначенных для послед. текстурирования или применения в произ-ве трикотажа, что объясняется повышенным удлинением получаемых нитей.
Формование из расплава имеет существенные преимущества перед др. методами: высокая скорость, санитарно-гигиенич. и эко-логич. безвредность. Недостаток: невозможность использования фильер с числом отверстий более 2000 из-за затруднений с обеспечением равномерности охлаждения формуемых волокон.
При получении мононитей большой толщины формование может производиться как с охлаждением в шахте, так и в водной охладительной ванне. В этом случае скорости формования, послед. вытягивания и термообработки существенно ниже.
Применяют также формование из расплава волокон с неконтролируемыми размерами: центробежное, аэродинамическое. При центробежном формовании капли расплава, срываясь с вращающегося ротора, растягиваются в виде волокон с одновременным охлаждением воздухом.
Широко используется аэродинамич. Формование из расплавов поли-олефинов, полиамидов и полиэфиров. Струи расплава, вытекающие из отверстий фильеры, растягиваются высокоскоростной струей воздуха, охлаждаются и образовавшиеся нити раскладываются на сетчатом транспортере в виде нетканого полотна, к-рое затем подвергается иглопрокалыванию и, при необходимости, термоскреплению (каландрованию).
Получение фибриллированных нитей производится из расплавов полиолефинов (полиэтилена, полипропилена), полиамидов и полиэфиров на основе пленок, формуемых на проходном агрегате по непрерывной схеме.
Формование из р-ров по сухому методу применяют при получении след, видов нитей и (реже) волокон: ацетатных (р-ритель - ацетон с добавкой воды), триацетатных (метилен-хлорид с добавкой этанола), полиакрилонитрильных (ДМФА, ДМСО, этиленкарбонат), поливинилхлоридных (смесь ацетона и сероуглерода или бензола), поливинилспиртовых (вода) и др.
Машины для формования имеют устройство для подачи р-ра, обогреваемые шахты для формования, механизмы транспортирования и приемки нитей или жгутиков. Р-р дозируют насосиком, по-. догревают и подают через фильтр в фильеру. Образующиеся струи р-ра поступают в вертикальную шахту, куда подается горячий теплоноситель (обычно воздух) противотоком или прямотоком и где происходит испарение р-рителя и образование волокна. Воздух подается в таком кол-ве, чтобы паро-газовая смесь имела концентрацию вне пределов взрывоопас-ности (обычно ниже этого интервала), но достаточно высокую для послед. рекуперации р-рителей. Нити принимаются на паковку или объединяются в общий жгут. Полученные нити или жгуты (за исключением ацетатных и триацетатных) подвергают термич. вытягиванию и термич. обработке примерно теми же методами, что и формуемые из расплава.
Схожий метод используют для формования нитей на основе полимеров, пластифицир. летучими р-рителями (концентрация 30-60%), ПВХ, поливинилового спирта. В этом случае скорости формования существенно ниже, волокна имеют более высокую линейную плотность.
Отсасываемую из шахт для формования парогазовую смесь подвергают регенерации с применением методов низкотемпературной конденсации и сорбции с послед. ректификацией и возвратом р-рителей в процесс.
Формование по сухому методу позволяет получать волокна из неплавких полимеров, разлагающихся ниже т-ры плавления, дости-гать достаточно высоких скоростей формования. Возможность получать высокие концентрации р-рителей в парогазовой смеси и отсутствие сточных вод позволяет эффективно их регенерировать и до минимума свести выбросы в окружающую среду. Однако процесс испарения р-рителя лимитирует возможность использовать фильеры с числом отверстий более 500 и повышать скорости формования, что ограничивает производительность процесса и делает применение сухого метода менее эффективным при получении волокон в резаном виде или жгутов.
Предложены методы сухого формования волокон с неконтролируемыми размерами: центробежное, аэродинамическое, электростатическое. Практич. значение имеет последний метод для получения ультратонких волокон (микроволокон) на основе сополимеров акрилонитрила, винилхлорида в легколетучих р-рителях (напр., ацетон). Струи р-ра, вытекающие из капилляров, растягиваются в электростатич. поле, из них испаряется р-ритель и образовавшиеся тонкие волокна раскладываются на сетчатом барабане или транспортере с образованием тонкого нетканого полотна (материала).
Формование из р-ров по мокрому методу включает два типа процессов: без протекания хим. р-ций и с их протеканием. Первый из них применяют при получении след. волокон и нитей: полиакрилонитрильных (р-рители - водный р-р роданида натрия, ДМФА, диметилацетамид; осадитель - водный р-р этих соединений); поливинилхлоридных (р-ритель -ДМФА; осадитель - его водный р-р); поливинилспиртовых (р-ритель - вода; осадитель - водный р-р Na2SO4); триацетатных [р-ритель - ацетилирующая смесь (см. Целлюлозы ацетаты); осадитель - ее водный р-р]. По мокрому методу формуются также мн. сверхпрочные, сверхвысокомодульные и термостойкие волокна на основе ароматич. полимеров.
Обычно применяют машины непрерывного процесса, имеющие устройства для подачи р-ра, пластификац. вытягивания, промывки, сушки и приемки. Р-р дозируется насосиком и подается через фильтр в фильеру. Формование происходит в горизонтальном желобе, горизонтальных или вертикальных трубках, куда подается осадит. ванна, в к-рую вытекают струйки р-ра из отверстий фильеры и происходит образование волокна. Сформованные нити и жгутики (последние объединяются в общий жгут) подвергают послед. обработкам, включающим операции: пластификац. вытягивание, противоточную промывку и сушку. Операцию замасливания нитей проводят при дальнейшей переработке. Жгуты дополнительно подвергают авиважной обработке, гофрированию и, при необходимости, резке. Термич. вытягивание и термообработку проводят только при получении нек-рых видов нитей и волокон техн. назначения.
Разновидность мокрого метода - формования через воздушную прослойку (сухо-мокрое формование), применяемое в осн. при получении нитей из высоковязких формовочных р-ров (особенно на основе жесткоцепных полимеров), что требует использования фильер с большим диаметром отверстий и соотв. высоких значений фильерных вытяжек. Формование ведется сверху вниз глубокованным методом или в трубках. Струи формовочного р-ра проходят путь 5-50 мм на воздухе, где происходит основная доля фильерной вытяжки, после чего поступают в осадит. ванну, где происходит образование волокна. Этот метод позволяет в неск. раз увеличить скорость формования по сравнению с обычным процессом и достигнуть более высокой степени ориентации волокон.
По мокрому методу получают также волокнисто-пленочные материалы (фибриды) путем осаждения полимера из р-ра смешением его с осадит. ванной в гидродинамич. поле с большими градиентами скоростей. После промывки и сушки они имеют вид волокнистых частиц неправильной формы.
При получении волокон по мокрому методу образуется избыток технол. р-ров (осадит., пластификац. ванн и промывных вод), а в отсасываемом от оборудования воздухе содержатся летучие в-ва, используемые в процессе. Производится их регенерация с возвратом в технол. цикл и очистка разбавленных сточных вод и газов, что имеет важное экологич. и экономич. значение.
Формование с протеканием хим. р-ций применяют при получении гидратцеллюлозных волокон (вискозных волокон и медноам-миачных волокон). Процессы их формования и послед. обработок имеют ряд существенных отличий. Так, вискозные волокна формуются в осадит. ванне, содержащей в качестве основных компонентов серную к-ту, сульфаты натрия и цинка, при более высоких скоростях, чем др. виды волокон, получаемых по мокрому методу. Сформованные нити или жгутики подвергают пластификац. вытягиванию, промывке, десульфура-ции (удалению образовавшейся при формовании серы), авиважной обработке, сушке и, при необходимости, резке. При получении вискозных и медноаммиачных волокон особо важное значение имеют процессы регенерации химикатов и очистки выбросов.
Формование по мокрому методу является сложным многостадийным процессом, в к-ром образуется большое кол-во отходов, а достижение их эффективной регенерации часто затруднено. Малые скорости формования делают процесс малоэкономичным при получении нитей, он применяется только тогда, когда невозможно использование сухого метода (напр., при употреблении в качестве р-рителей водно-солевых р-ров, при высокой т-ре кипения орг. р-рителей или их терморазложении).
Процесс мокрого формования эффективен при получении жгутов и штапельных волокон в случае применения фильер с большим числом отверстий, что позволяет достигать высокой производительности оборудования, локализовать места газовых и жидких выбросов, существенно повысить их концентрацию и эффективность регенерации и снизить санитарно-гигиенич. вредность.
Формование из р-ров с фазовым распадом при охлаждении используют при получении волокон из полиоле-финов (р-рители - высококипящие углеводороды), предложено также для волокон из полиакрилонитрила (смесь ДМФА с диметилсульфоном или мочевиной), поливинилового спирта (вода с мочевиной, капролактам), поливинилхлорида (капро-лактам или его смеси с циклогексаноном) и др. Формование производится в шахте с охлаждением или в охладит, ванне. Волокна подвергают пластификац. вытягиванию. Р-ритель удаляют осторожной (напр., вакуумной) сушкой или промывкой легкотекучими жидкостями, смешивающимися с р-рителем полимера (во мн. случаях водой), с послед, сушкой. После этого, при необходимости, проводят термич. вытягивание и термообработку. Практич. применение метод нашел при гель-формовании высокопрочных нитей на основе сверхвысокомол. полиэтилена.
Возможность использования достаточно конц. р-ров (15-30%) и высоких скоростей (200-1000 м/мин) делает этот метод перспективным при получении нитей; он м. б. применен также при получении волокон на основе нек-рых жесткоцепных полимеров.
Нетрадиционные методы используют для получения и послед. обработки нек-рых видов волокон. К этим методам относятся формование из дисперсий неплавких и нерастворимых полимеров в др. полимере - загустителе с послед, термич. обработкой, полимераналогичные превращения, хим. модификация и др. См., напр., Неорганические волокна, Термостойкие волокна, Углеродные волокна, Фторволокна.
Для придания волокнам новых св-в применяются методы физ., физ.-хим. и хим. модификации. Физ. модификация позволяет получать волокна с разл. формой поперечного сечения, высокоразвитой пов-стью: профилированные, ультратонкие, высокопористые, бикомпонентные, высокоусадочные и др. Физ.-хим. модификация используется для введения в волокна дисперсных наполнителей или нанесения поверх-ностных слоев со спец. св-вами - оптическими, электрофизическими, биологическими и др. При хим. модификации в макромолекулы волокнообразующего полимера на стадии синтеза или путем полимераналогичных р-ций в процессе формования и послед, обработок вводят функц. группы; таким путем получают волокна с повышенной гидрофильно-стью, накрашиваемостью, биостойкостью, пониженной горючестью, ионообменными св-вами и др.
Развитие процессов формования происходит по неск. направлениям. Для традиционных полимеров и технол. процессов наиб. важно: увеличение единичной мощности оборудования, повышение скоростей формования, создание непрерывных и совмещенных процессов "формование - вытягивания - термообработка", автоматизация оборудования.
Для произ-ва текстильных синтетич. нитей из расплава развиваются непрерывные процессы формования: вытяжка со скоростями приема 3000-4000 м/мин и более; высокоскоростное формование со скоростями 7000-8000 м/мин, а в перспективе до 10000-12000 м/мин. Для произ-ва техн. нитей и волокон в жгуте создаются агрегаты с высокой единичной мощностью.
При произ-ве нитей по мокрому методу перспективно повышение концентрации р-ров, развитие процессов формования через воздушную прослойку (что позволяет существенно повысить скорости), создание нового поколения непрерывных технол. процессов с проведением всех операций на одной машине. Применение блочных фильер и интенсивных процессов отделки позволит увеличить массу жгутов при формовании по мокрому методу и повысить производительность оборудования до 50 т в сут.
Наиб. трудности представляет развитие произ-ва гидратцел-люлозных волокон из-за большой их материале- и энергоемкости, а также несоответствия совр. санитарно-гигиенич. и экологич. требованиям. Очевидно, что их произ-во будет постепенно снижаться.
Альтернативны этим процессам методы прямого получения концентрир. целлюлозных р-ров и формование из них волокон без проведения полимераналогичных р-ций. Существенным является выбор р-рителей, не вызывающих быстрой деструкции целлюлозы, так, пром. значение начинают приобретать процессы получения гидратцеллюлозных волокон из р-ров в N-оксидах третичных аминов, особенно N-метилморфо-лин-N-оксиде.
Дальнейшее развитие получат формование из жидкокристаллич. состояния для получения волокон с высокими мех. св-вами, формование с фазовым распадом, а также разл. нетрадиционные методы, необходимые для получения волокон со спец. св-вами.
Одним из перспективных направлений является использование принципов природного прямого синтеза ориентированных волокнистых структур (аналогично образованию целлюлозных волокон в растениях или волокон шерсти у животных) или одностадийного формования ориентированных волокон из р-ров с фазовым распадом в мех. поле (аналогично образованию фиброиновых нитей шелка гусеницами шелкопряда или паутины пауками). Последнее требует создания новых видов полимеров (сополимеров), близких по св-вам к фиброину, возможно, с применением методов биотехнологии.
Существенными для развития всех направлений является разработка технол. и аппаратурных решений, обеспечивающих сохранение или повышение качества и равномерности свойств получаемых волокон и нитей, разработка процессов макс. регенерации химикатов, обезвреживания выбросов; снижение материало- и энергоемкости.
Лит.: Химические волокна, под ред. 3. А. Роговина и др., т. 1-10, M., 1973-84; Роговин 3. А., Основы химии и технологии химических волокон, 4 изд., т. 1-2, M., 1974; Перепелкин К.E., Физико-химические основы процессов формования химических волокон, M., 1978; его же, Структура и свойства волокон, M., 1985; Зябицкий А., Теоретические основы формования волокон, пер. с англ., M., 1979; Перепелкин К.E. [и др.], "Химические волокна", 1984, №3, с. 17-24; №4, с. 14-19; Юркевич В. В., Пак-швеr А. Б., Технология производства химических волокон, M., 1987; Высокоскоростное формование волокон, пер. с англ., M., 1988; Папков С. П., Теоретические основы производства химических волокон, M., 1990.
К. E. Перепелкин.